

はじめに
混練機の運転条件を検討する場合には、材料の特性と混練の目的を考慮する必要があります。例えば、熱可塑性樹脂の混練で、顔料のような凝集物をつぶしながら分散させる場合は、強力なせん断力が必要になりますし、逆に、ガラス繊維を切らずに混練したい場合には、せん断力を抑えることが必要になります。今回は当社製品である連続式二本ロール混練機「ニーデックス」の運転条件についてご説明します。
混練に影響を及ぼす因子
混練作用は、せん断力の大きさと、作用時間、更に適切な混合作用を受けたかで決定されます。
せん断力の大きさ
ロール混練機におけるせん断応力σは、以下の式で求められ、σを大きくする条件にすれば、混練作用は大きくなります。

せん断力の作用時間
ロール混練機において作用時間を考える場合は、そのせん断作用を何回受けたか、すなわちニップ部を何回通過したかで考えます。ニーデックスでの平均的な通過回数nは以下より求められます。

適切な混合作用を受けたか
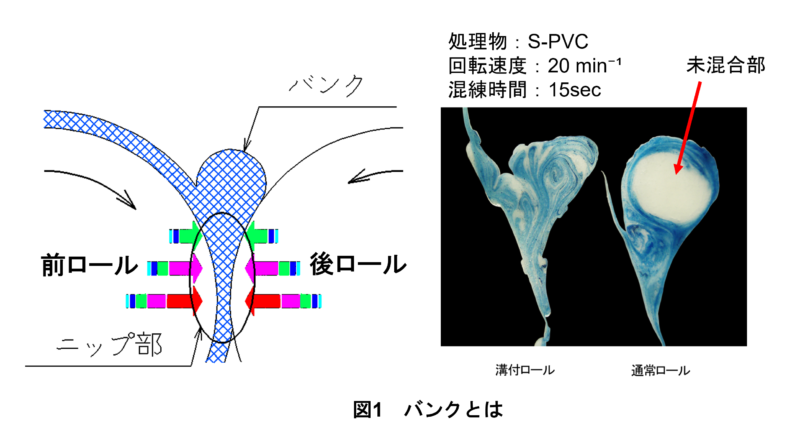
「ニーデックス」における混合はバンク部で作用され、一般的な溝のない2本ロールよりはるかに複雑な対流が起きていますので、適当なバンクが形成されていれば問題ありません。
「ニーデックス」の構造
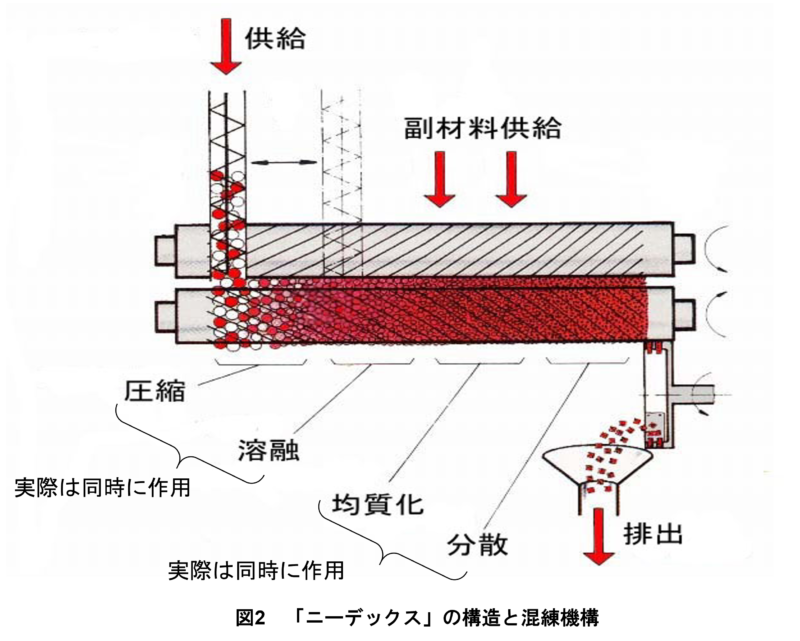
「ニーデックス」の条件設定を説明する前に簡単に「ニーデックス」の構造についてご説明します。「ニーデックス」は、連続式の2本ロール混練機です。その特徴は前後のロール表面にスパイラル溝を設けたことにあります。この溝が材料の搬送作用を生むと同時に原材料の食い込み性とバンク部の混合作用の向上を図っています。また滞留時間を確保するためにL/D(Lはロールの長さ、Dはロールの直径)を大きくしていることも特徴で、これらにより処理の連続化が可能になりました。
前後2本のロールは個別のインバータモータで駆動され、回転速度および回転比は広い範囲で任意に設定でき、ロール間隙は0.3~5mmで調整することが可能です。ロール間隙を5mmまで開放出来るので、特に洗浄時に有利な仕様になっています。
ロールの温度調節は熱媒体または冷却水にて行います。媒体の通路はスパイラルとし、温度分布の均一化を図っています。通路は各ロールに左右独立したゾーンがあり、材料や処理の目的に合わせ、4つのゾーンそれぞれで温調が可能な仕様になっています。なお、熱媒体の温度は標準仕様で250℃、オプションで最高350℃の仕様となっています。このように多様な運転条件が設定できる為、1台で様々な材料の混練が可能です。
ロールの材質は窒化鋼を標準としていますが、特に摩耗性の強い材料の場合は超硬溶射を選択することも可能です。
「ニーデックス」の混練条件最適化
「ニーデックス」の構造をご説明したところで、ニーデックスの運転条件設定についてご説明します。混練作用のファクターとしては、回転数、回転比、ロールクリアランス、ロール温度、吐出量があります。
回転数
回転数はせん断応力σの大きさと、平均的な通過回数nに影響します。回転数が大きい方が分散や混練が強くなります。また回転数は溝による材料の搬送作用にも影響し、高回転数の方が搬送作用は大きくなります。大きな吐出量を得ようとする場合も高回転の方が有利になります。
ただし、回転数が大きくなると、ニップ部の発熱も増加するので注意が必要です。サンプルの温度が高くなれば、粘度低下が起こり、せん断作用を低下させる要因にもなります。その場合はロール温度を下げるなどの対策が必要です。
回転比
前後ロールの回転比が大きな方がせん断力は大きくなります。ただし、ロール回転比を大きくしすぎると、ニップ部への食い込みが悪くなり、バンクでショートパスを起こしたり、巻き付いたロールを切ってしまったりすることもあるため、バンクの状況も考慮しなければいけません。
なお、前後ロールの総動力は、前ロール回転数が同じであれば回転数比によらず一定です。これは回転数比を大きくとることで、後ロールの動力は低下しても、前ロールの動力は同じだけ増加することを意味しています。
ロールクリアランス
ロールクリアランスが小さい方が、せん断力が大きくなります。また、クリアランスが小さくなることで圧縮力も大きくなり、巻き付きにも有効です。
ただし、クリアランスを小さくすることで、通過回数は減ってしまいます。処理の目的として、凝集物を分散させる為に大きなせん断力が必要であれば、クリアランスを小さくする必要はありますが、分散を必要としない混合的な作用であれば、クリアランスを大きく設定した方が有効的です。特にガラス繊維のようにフィラーが壊れるようなものは、大きくする必要があります。
またニップ部への食い込み量にも影響します。比較的大きな塊を含む材料やバンク部でショートパスが起きるような場合はクリアランスを大きくする必要があります。
ロール温度
ロール温度は巻付の為の最も重要なファクターになります。樹脂の軟化・溶融が必要で、融点が一つの基準になります。またロール温度はせん断応力σにも関係します。温度が低く、粘度が高い状態の方が大きなせん断応力が働きます。ただ、あまり粘度を高くしすぎるとバンクの形成が不十分となったり、ロールから材料が剥離したりしてしまいますので注意が必要です。また逆に温度が高く、粘度が低くなりすぎるとショートパスの原因となります。なお、2種類以上の樹脂を含む場合は、高融点樹脂の融点(軟化点)以上のシート温度になるように設定する必要があります。また、ニップ部でのせん断発熱により、シート温度はロール温度より高くなることが通常です。その為、運転スタート時はロール表面温度が変化します。場合によっては、定常になった際にロール温度を下げる配慮も必要になります。
吐出量
吐出量は通過回数に影響し、吐出量が多い程、滞留時間が短くなります。混練作用に滞留時間を要するようなサンプルは、吐出量を落とす必要があります。
当社では小型機から大型機までのテスト機をご用意しております。混練のテーマでお困りごとがある際にはお問合せ頂ければと思います。
機器導入に関してのご相談から専門的な技術セミナーまで
様々なシチュエーションに対応します。
技術情報には掲載していない情報もお伝えすることができますので、
当社機器にご興味を持たれた方は是非お問い合わせください。