

ニーデックスを用いた熱伝導性材料の作製
はじめに
「ニーデックス」を用いて、高分子材料に無機フィラーを添加した熱伝導性材料の混練処理を行いました。
処理の一例をご紹介します。
高分子材料とフィラーとのなじみ性改善例
連続式二本ロール機の「ニーデックス」は、ロール間で発生する強力な圧縮・せん断作用を有する機械で、樹脂に高濃度のフィラーを均一に混練することができます。一般的に高フィラー配合の複合樹脂は粘度が高くなる傾向にあります。高粘度の混練処理は、材料内部へ空気を巻き込こみやすく、複合材料の低密度や低熱伝導につながります。ここでは、 高粘度であることによる特性低下対策として、高分子材料とフィラーとのなじみ性の改善例を紹介します。
Digimat-FE(MSC ソフトウェア)を用いて、代表体積要素(Representative volume element, RVE)モデルを生成し、材料内部の空孔(ボイド)位置による熱伝導率への影響を調査しました。下記モデルは、エポキシ樹脂中にアルミナを分散させた RVA モデルです。アルミナおよびボイドの体積分率(充てん率)は、それぞれ 50 および 15 vol.%として計算しています。
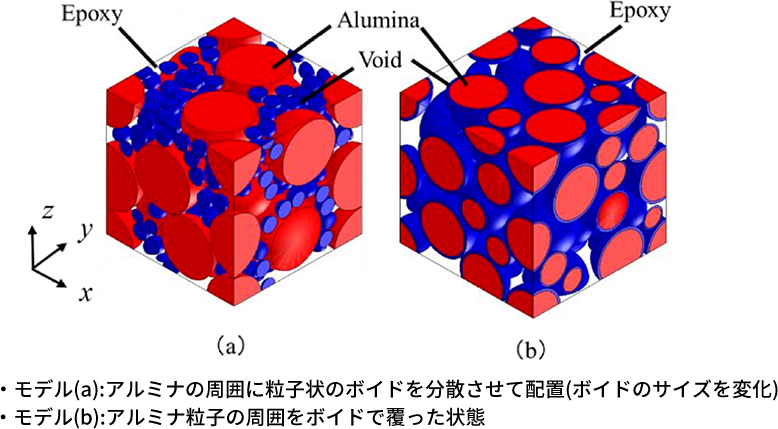
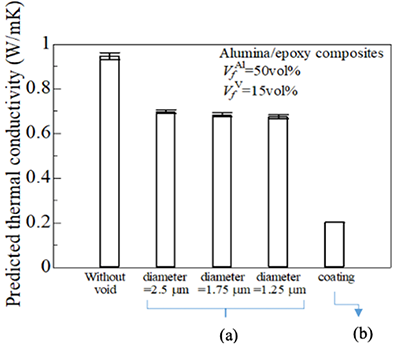
下のグラフは、これらのモデルを用いて熱伝導率に関する有限要素解析を行った結果です。材料内部に存在するボイドは、分散して存在するよりもアルミナ粒子の周囲に存在する方が、熱伝導率が大きく低下することが分かりました。
混練処理で巻き込んだ空気は複合材料の熱伝導率に大きな影響を与えるといえます。特に、高フィラー配合の混練処理では、複合材料が高粘度になるため、巻き込んだ空気が逃げにくくなります。よって、複合材料を低粘度化するために高分子材料とフィラーとのなじみ性を改善することが求められます。
なじみ性改善の改善例:シランカップリング剤
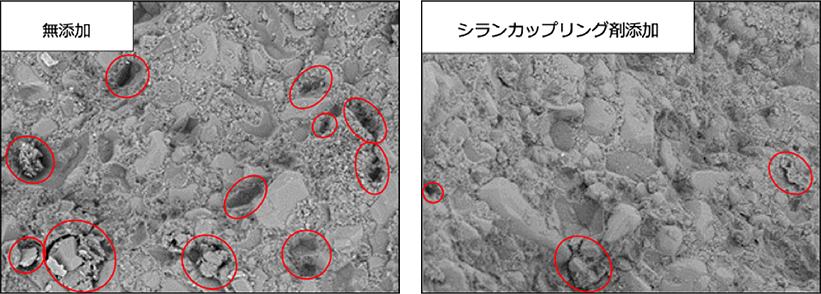
下図は、「ニーデックス」で混練処理したアルミナ充填率 80vol.%のアルミナ/エポキシ樹脂複合材料の断面図の電子顕微鏡写真です。表面処理剤を添加していないアルミナ/エポキシ樹脂複合材料では、アルミナ粒子の抜け落ちや、アルミナ粒子とエポキシ樹脂との間に空孔(ボイド)が生じていることが確認できます。一方、シランカップリング剤をインテグラブルブレンド法で添加して混練したアルミナ/エポキシ樹脂複合材料では、エポキシ樹脂とアルミナ粒子との間の隙間が低減され、アルミナ粒子の抜け落ちも見られませんでした。表面処理剤の添加によって高分子材料と フィラーのなじみ性が向上し、高分子材料への接着が強くなることが明らかになりました。
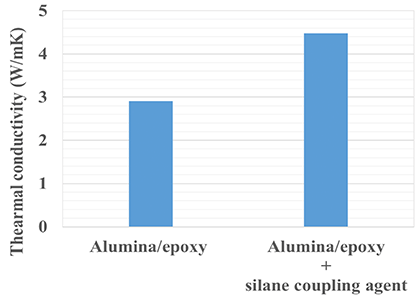
下図は、アルミナ/エポキシ樹脂複合材料の熱伝導率測定結果です。
シランカップリング剤を添加することで 高分子材料とフィラーのなじみ性が向上し、熱伝導率が50%以上改善されました。
今回はシランカップリング剤を用いましたが、様々な表面処理剤を組み合わせることで、熱伝導率の向上が期待できます。
なじみ性改善の改善例:銘柄(特性)変更
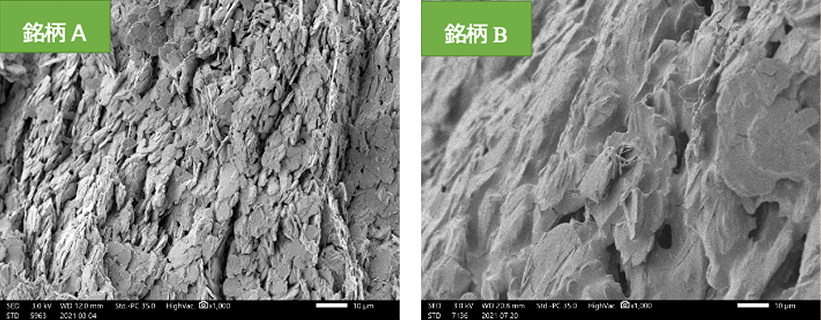
高フィラー配合の h-BN(六方晶窒化ホウ素)/エポキシ複合材料は、材料が硬く(脆く)なりやすい複合材料です。h-BN は表面の官能基が少ないため、高分子材料との親和性に劣り表面処理剤の効果が乏しい傾向にあります。下記は、ニーデックスで混練処理した h-BN 充てん率 60vol.%の h-BN /エポキシ複合材料の断面図の電子顕微鏡写真です。 h-BN の銘柄(材料特性)を変更するだけで大きくなじみ性が変化しました。
なじみ性改善の改善例:フィラーの組み合わせ
1種類のフィラーだけでなく数種類のフィラーを用いた複合材料の開発も盛んに行われています。フィラーを組み合わせることによって、単独フィラー複合材料の欠点を補うことができます。
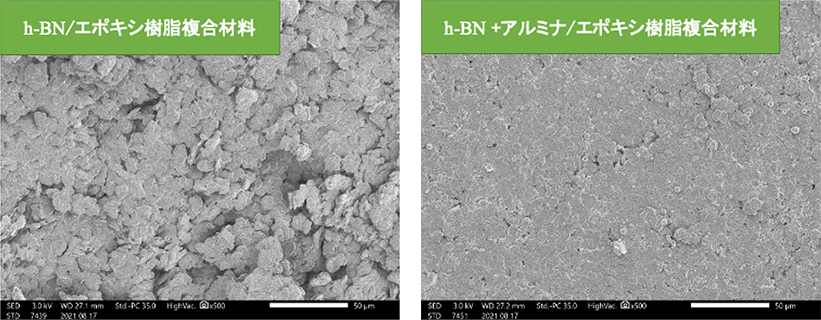
下図は、「ニーデックス」で混練処理した h-BN /エポキシ樹脂複合材料と h-BN+アルミナ/エポキシ樹脂複合材料の断面の電子顕微鏡画像になります。どちらも同量のフィラーを添加しています。h-BN /エポキシ樹脂複合材料 では樹脂とフィラーとのなじみ性が十分でなく、h-BN 粒子が浮いている様子が確認できます。一方、h-BN+ア ルミナ/エポキシ樹脂複合材料では、複合材料の粘度が低下しなじみ性が良好になりました。同量配合の h-BN / エポキシ樹脂複合材料とアルミナ/エポキシ樹脂複合材料では、アルミナ/エポキシ樹脂複合材料の方が低粘度に なることが知られています。2種類のフィラーを組み合わせることで、BN 複合材料の硬さ(脆さ)をアルミナの添 加によって補うことができています。
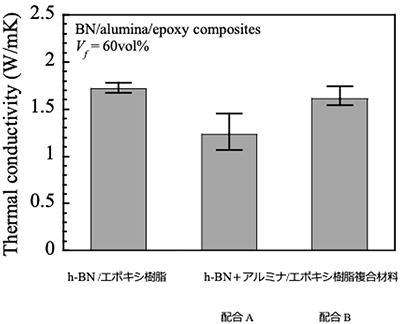
下図は、同量のフィラーを添加した際の h-BN /エポキシ樹脂複合材料および BN+アルミナ/エポキシ樹脂複合 材料の熱伝導率比較です。h-BN 単体の熱伝導率は約 100W/m・K(c 軸は 2~3 W/m・K)、アルミナ単体の熱伝 導率は約 30 W/m・K です。h-BN+アルミナ/エポキシ樹脂複合材料は、h-BN 粒子とアルミナ粒子との最適粒子 径や最適配合を見出すことで h-BN/エポキシ樹脂複合材料と同等の熱伝導率を得ることができました。
これにより、フィラーを組み合わせることで、h-BN/エポキシ樹脂複合材料と比較して低粘度および同程度の熱伝 導率の複合材料が得ることができました。
「ニーデックス」で混練処理した h-BN 複合材料の配向性事例
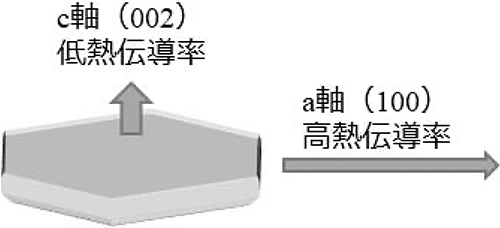
h-BNは黒鉛と類似した層状構造であり、高熱伝導、絶縁性、化学安定性などの特徴を持ちます。熱伝導においては、a 軸(面内)方向に大きな異方性を有する(a 軸方向:2~3W/m・K、c 軸方向: 100W/m・K)板状(鱗片状)の結晶です。
「ニーデックス」を用いてh-BN/エポキシ樹脂複合樹脂を混練すると、「ニーデックス」のロールの回転方向に沿って、h-BN 粒子が配向する可能性があります。h-BN の配向性は複合材料の熱伝導性にも大きく関わるため、装置と材料との特徴を抑えた上で材料設計を進める必要があります。下表は、ニーデックスで混練処理した h-BN/エポキシ樹脂複合材料の配向性をまとめたものです。
下表は、レーザーフラッシュ法を用いて h-BN/エポキシ樹脂複合材料の a 軸、c 軸それぞれの方向における 熱伝導率を算出したものです。c 軸と比較して a 軸の熱伝導率は高くなりました。h-BN 充てん率 60vol.%の h-BN/エポキシ樹脂複合材料の a 軸方向の熱伝導率は、8.11W/m・K と高い値を示し、h-BN/エポキシ樹脂複合材料 中の h-BN が配向している可能性が示唆されました。
| h-BN 充てん率 (vol.%) | 測定方向 | 熱伝導率 (W/m・K) | |
|---|---|---|---|
| ① | 55 | c軸(厚み) | 3.33 |
| ② | 55 | a軸(面内) | 6.56 |
| ③ | 60 | c軸(厚み) | 3.51 |
| ④ | 60 | a軸(面内) | 8.11 |
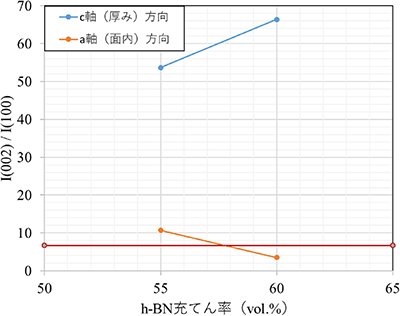
下図は、「ニーデックス」で混練処理した h-BN /エポキシ樹脂複合樹脂の配向性を確認するため XRD 回折測定を行った結果です。配向度=I(002)/I(100)において、(002)面と(100)面の理論強度比から配向度が 6.7 以 上であれば c 軸に配向し、それ以下であれば a 軸に配向しているものと考えられます。h-BN 充てん率 60vol.% の h-BN /エポキシ樹脂複合材料は a 軸方向に配向していると判断でき、「ニーデックス」の混練により、高充てんであるほど複合材料中の h-BN の配向が進行することを示しています。h-BN の配向性は材料の熱伝導性にも大きく関わるため、装置と材料との特徴を抑えた上で材料設計を進める必要があります。

機器導入に関してのご相談から専門的な技術セミナーまで
様々なシチュエーションに対応します。
技術情報には掲載していない情報もお伝えすることができますので、
当社機器にご興味を持たれた方は是非お問い合わせください。