

粒度分布測定と粉砕機性能評価への活用
はじめに
製品の品質管理において粒度分布と粒子径の正確な測定は極めて重要です。粉体は様々な大きさの粒子の集合体であり、その粒子径の分布状態が製品の性能や品質を大きく左右します。粉砕機の性能評価や製品品質の管理において、粒度分布は重要な指標として用いられています。今回は、粒度分布の基礎的な概念と表し方、さらには実際の測定方法について解説します。
粒度分布とは
粒度分布とは、粉体試料中に含まれるさまざまな粒子径の粒子が、どの程度の割合で存在しているかを示したものです。
粒度分布には、主に「頻度分布」と「積算分布(累積分布)」の2つの表し方があります。
測定基準について
粒度分布の表し方を説明する前に、まず測定基準について理解する必要があります。同じ粉体試料でも、「何を基準に割合を計算するか」によって分布の見え方が大きく異なります。一般的には重量(質量)を基準にしますが、粒子の個数を基準にする方法もあります。
・重量(質量)基準(粒子密度が一定の場合、体積基準と等価)
粒子の重量(体積)を基に分布を算出する方法です。粒子を球形と仮定すると重量は直径の3乗に比例するため、大きな粒子(粗粒)の影響が強く現れます。
・個数基準
粒子の数(個数)を基に分布を算出する方法で、小さな粒子(微粒子)が強調されやすくなります。
同じ粉体試料でも、重量基準と個数基準では分布の形が大きく異なって見えるため、測定データを見る際は、どちらの基準で表されているかを確認することが重要です。測定方法によって出力される基準が異なるため、次章で紹介する測定方法では、それぞれ出力基準を明記しています。
頻度分布による表し方
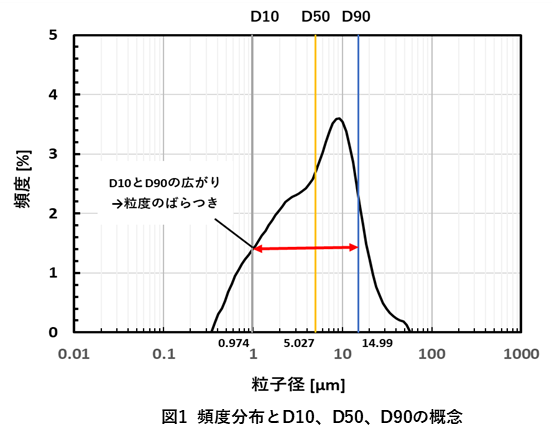
頻度分布は、粒子径ごとの粒子の存在量を示す最も直感的な表し方です。分布のピーク位置(最頻値)や広がり具合を視覚的に捉えやすく、粉体の特性を理解する上で基本となります。頻度分布は粉体の特徴を直感的に把握するのに適していますが、粒子径をどのような幅で区切るかによって、グラフの見え方が変化します。そのため、より客観的な評価や、D10、D50(メジアン径)、D90といった特性値を正確に読み取るには、次に述べる積算分布が有用です。
積算分布による表し方
積算分布は、頻度分布を補完する表し方として、より客観的な評価に適しています。指定した粒子径以下(または以上)の粒子が全体のどれだけの割合を占めるかを示す表し方で、区切り方に左右されない客観的な表示が可能です。
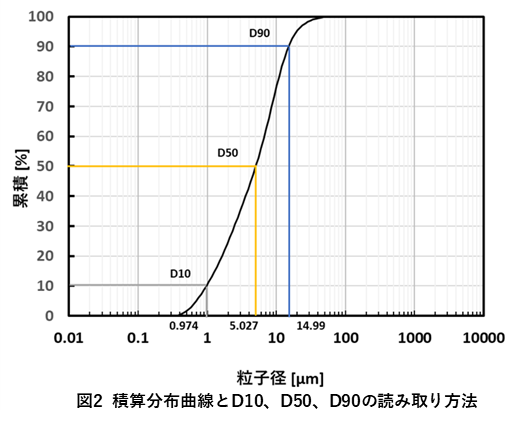
例えば、ふるい分け測定では、各段のふるいで捕集された粒子だけでなく、それより上の段に残った粒子も合わせて集計することで、「そのふるい目開きより大きい粒子の全体に対する割合」が求められます。これを「ふるい上積算分布」と呼びます。逆に、そのふるいを通過した粒子の割合を「ふるい下積算分布」と呼びます。これらをグラフにプロットすると、なめらかなS字型の曲線として表されます。(左図)
この曲線から、以下の特性値(D値)を正確に読み取ることができます。
• D10:全体の10%がこれより小さい粒子径(微粉の状況を表す)
• D50:全体の50%に相当する粒子径(中央値、メジアン径)
• D90:全体の90%がこれより小さい粒子径(粗粒の状況を表す)
これらの値により、粉体の特性を定量的に評価できます。例えば、D90とD10の差(D90-D10)は、粒度分布の広がり(ばらつき)を表す指標となります。この表し方の利点は、測定で明確に判定できる情報のみを用いるため、客観性が高いことです。ふるい分け測定では、各段に残った粒子はそのふるいの目を通らず、一つ上の段の目は通過したことが確実です。
このように明確な事実に基づいて分布を示すため、信頼性の高い評価方法となっています。頻度分布と積算分布の関係について補足すると、頻度分布を粒子径の小さい方から順に足し合わせていくと積算分布になります。逆に、積算分布を微分すると頻度分布が得られます。両者は同じ情報を持っていますが、測定の再現性やデータの比較のしやすさ、特性値の読み取りやすさの点で、積算分布が実務的に優れています。
主な測定方法
粒度分布を測定する方法は多岐にわたります。ここでは代表的な測定方法とその特徴を紹介します。
①ふるい分け法
目開きの異なる複数のふるいを使って粒子をサイズ別に分ける伝統的な方法です。JISやISOといった国際規格に基づく標準測定法として、産業界で長く使われています。目開きの粗い(大きい)ふるいから順に重ね、最上段に試料を入れて振動させることで分級します。各ふるいの目開きを粒子径として、そこに残留した粒子の重量割合を集計していくことで、ふるい上積算分布が得られます。
長所: 原理が明快で理解しやすい、規格化されており信頼性が高い、比較的安価
短所: 測定に時間を要する(15~30分程度)、微細粉は目詰まりしやすい
測定範囲:約38μm~数mm(JIS規格準拠)
測定基準:質量基準
②レーザー回折・散乱法
レーザー光を粒子に当て、散乱光のパターンから粒子径分布を解析します。小さな粒子ほど大きな角度に光を散らす物理現象(ミー散乱理論)を活用しており、現在最も広く使われている測定法の一つです。測定結果は体積基準として出力され、連続的な粒子径範囲での測定が可能で、なめらかな分布曲線が得られます。
長所: 測定時間が短い(数秒~数分)、広範囲測定可能、再現性が高い
短所: 装置が高価、粒子形状の影響を受ける
測定範囲:約0.02~2000 μm
測定基準:主に体積基準(質量基準と同等)、個数基準での変換可能
③画像解析法
顕微鏡や撮像装置で粒子を撮影し、画像処理により粒子径を測定します。光学顕微鏡、電子顕微鏡(SEM、TEM)、デジタルカメラなどを使用します。近年はAIを活用した自動解析技術も進歩しています。
長所: 粒子形状も評価可能、視覚的に確認ができる
短所: 測定粒子数が限定的、前処理が必要
測定範囲:約1~2000 μm
※使用する顕微鏡・撮像装置により測定範囲が大きく異なります
測定基準:個数基準
④沈降法
ストークスの法則を応用し、粒子の沈む速さから粒子径を推定します。液体中に分散させた粒子は、重力または遠心力で沈降し、その速度は粒子径、密度、液体の粘度によって決まります。測定は時間経過とともに沈降する粒子を追跡し、積算分布として算出されます。
長所: 比較的安価、球形粒子に適する
短所: 測定時間が長い(数時間)、非球形粒子では誤差が大きい
測定範囲: 約0.5~100 μm(重力沈降法)、約0.01~100 μm(遠心沈降法)
測定基準:主に質量基準、個数基準での測定も可能
⑤コールターカウンター法
電解質溶液中の粒子を微小な孔(アパーチャー)に通過させ、電気抵抗の変化から粒子径を測定します。粒子数と粒度分布を同時に測定できる特徴があります。
長所: 粒子数と粒度分布を同時測定、高精度
短所: 導電性溶液が必要、孔の目詰まりに注意
測定範囲: 約0.4~1200 μm
測定基準:体積基準・個数基準両対応
⑥動的光散乱法(DLS)
液中に分散した粒子のブラウン運動による散乱光のゆらぎを測定します。主にナノメートル領域の微粒子測定に特化した手法です。別名、光子相関分光法(PCS)とも呼ばれます。
長所: ナノ粒子の測定に最適、短時間(数分)で測定可能
短所: 分布幅が広い試料では精度低下する、高濃度試料の測定には不向き
測定範囲:約1nm~数μm
測定基準:主に体積基準、個数基準での測定も可能
粉砕機性能評価への応用
粉砕効率の評価
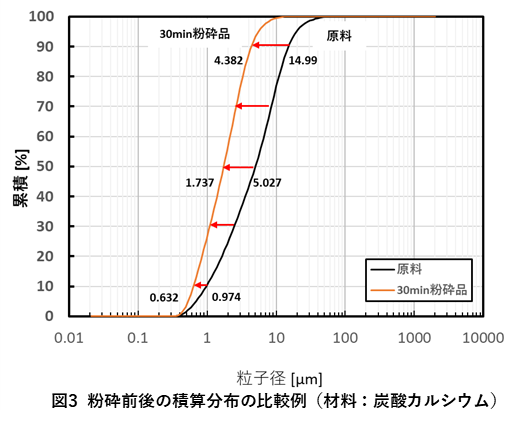
粉砕前後の粒度分布を重ねて表示することで、粉砕機の処理性能を一目で把握できます。分布曲線が左側(微粒側)にシフトする程度が粉砕効果を示します。例えば左図に示すように、「D50が5.0μmから1.7μmに減少」「D90が15.0μmから4.4μmに減少」といった具体的な評価が可能です。これにより、異なる機種間での性能比較や、同一機種における粉砕性能の経時変化の監視が可能となります。
製品の品質管理
D値を品質規格として設定することで、製品品質の安定性を確保します。例えば「D50が80±5μm」「D90が150μm以下」といった規格に対する適合性を統計的に管理し、ロット間のばらつきを最小化できます。区切り方に依存せず客観的に評価できるため、ロット間比較や経時変化の追跡に適しています。
プロセス最適化
運転条件(回転数、供給速度、粉砕時間など)と粒度分布の変化の関係を把握し、最適な粉砕条件を設定します。このとき、分布曲線全体の形状変化を追うことで、単なる平均粒子径だけでなく、微粉の発生状況や粗粒の残存状況も同時に管理できます。このような粉砕条件の最適化により、過粉砕による歩留まり低下の防止や、処理量の最大化が図れます。
当社の測定設備とサービス
当社では栃木県栃木市と大阪府吹田市に粉体技術センターを設置しており、粉粒体装置の実機テストを実施していただくことが可能です。粉体の処理を評価するため、レーザー回折式粒度分布測定装置、ふるい分け装置、画像解析装置など、多数の測定器を準備しております。
これらの測定器を使用してD10、D50、D90などの特性値を計測することで定量的な比較ができます。
まとめ
粒度分布測定は、粉砕機の性能評価と品質管理に不可欠です。頻度分布と積算分布を使い分け、D10、D50、D90などの特性値により客観的な評価が可能です。
測定方法は、ふるい分け法、レーザー回折・散乱法など多様であり、粒子径範囲や測定目的に応じて適切な方法を選択することが重要です。
当社では、これらの測定技術を活用し、お客様に最適な粉砕ソリューションを提供いたします。粒度分布測定や実機テストのご相談は、お気軽にお問い合わせください。
参考文献
1.後藤邦彰. 粉体技術者のための粉体入門講座 53 入門の予習編-6 粒子の大きさの表し方-3. 粉体技術, 2014; 6: 60-61.
2.後藤邦彰. 粉体技術者のための粉体入門講座 53 入門の予習編-9 粒度分布の表し方-3. 粉体技術, 2014; 9: 72-73.
3.後藤邦彰. 粉体技術者のための粉体入門講座 53 入門の予習編-11 粉体の大きさの比較-1. 粉体技術, 2014; 11: 62-63.
機器導入に関してのご相談から専門的な技術セミナーまで
様々なシチュエーションに対応します。
技術情報には掲載していない情報もお伝えすることができますので、
当社機器にご興味を持たれた方は是非お問い合わせください。